


For most of the machining operations required in firearm parts manufacturing, I follow a process similar to the process shown below to make a custom quarter rib for a Ruger #1 build. In some cases I can use a process known as conversational programming on the CNC, but for complicated parts, making a 3D model, selecting a machining sequence, determining if fixtures are required, selecting the appropriate cutting tools and programming the cutting operations in my Computer Aided Machining (CAM) software is required. Although this seems like a costly, time consuming process, the reality is, that it is not. In fact to make this same quarter rib using manual milling operations, and hand fitting the rib down on the barrel can take more than twice as long as this computer enhanced design and milling process. A general production flow is outlined below. Making a rib requires the transfer of the barrel contour information, but the basic work flow is: Sketch the idea, Prepare the CAD model, program cutting operations, machine the part on the CNC, Inspect and finish. This work flow enables the customer to see a realistic 3D model of the proposed part before it is committed to manufacture. Any changes requested can be quickly incorporated and re-evaluated before the part is made. |
 |
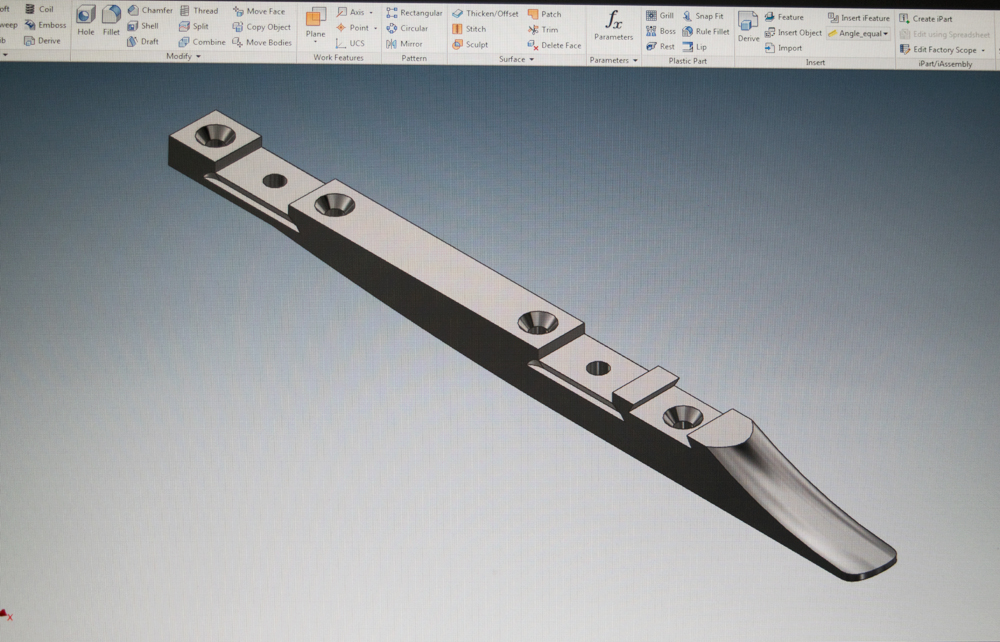 |
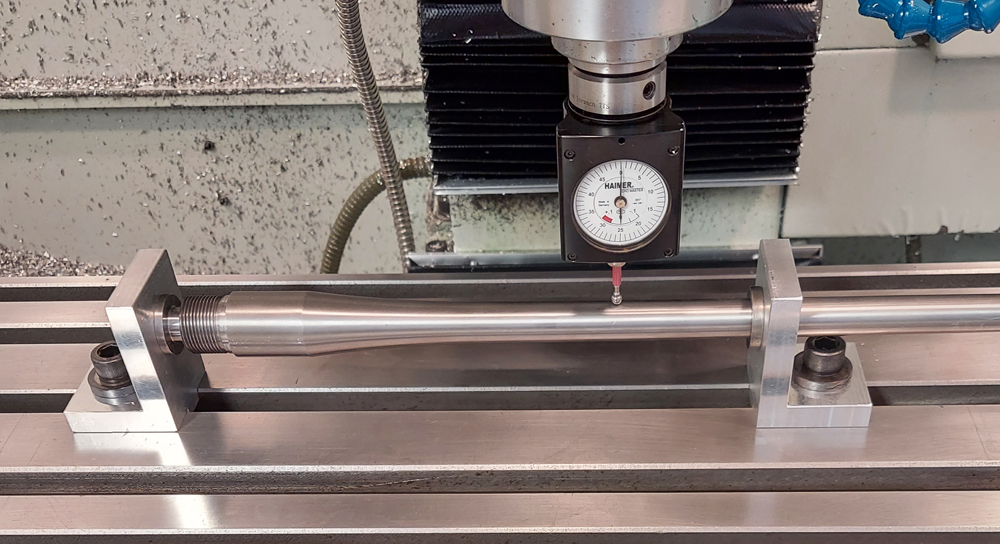
| Here is a barrel being traced to gather profile information to be used in the design of a quarter rib. | The data from the tracing is imported into my 3D modeling software and used to subtract material from the model and leave a mating surface that is an exact match of the barrel contour. Mounting and recoil dowel pin holes are determined and placed, and a sweep of the nose is performed. A provision for a rear sight, and the two scope rings are also placed. This solid model is exported into my CAM software and the cutting sequence is programmed. |
 |
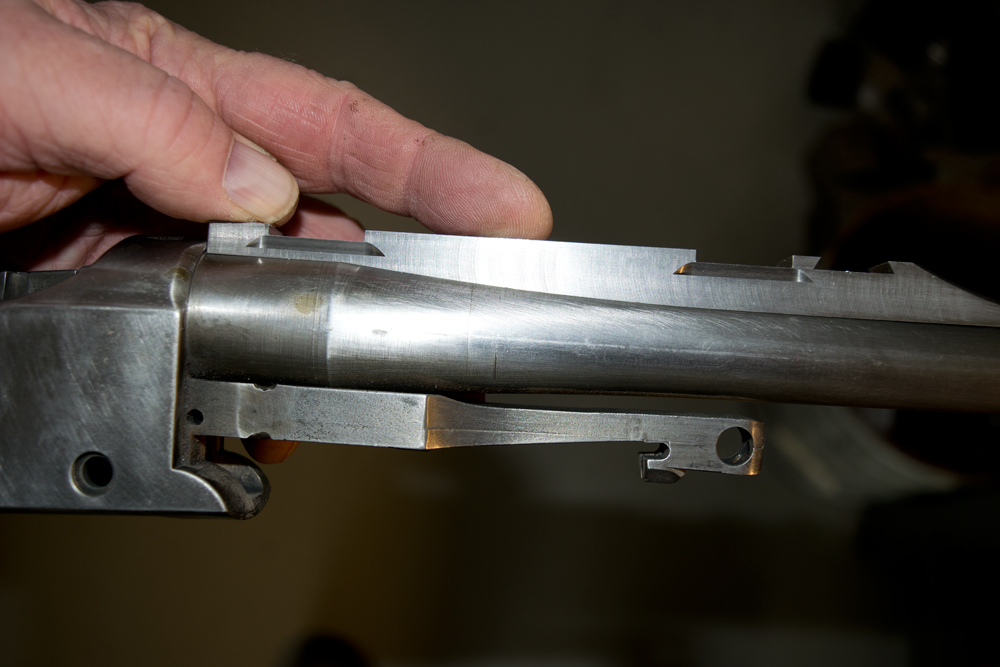 |
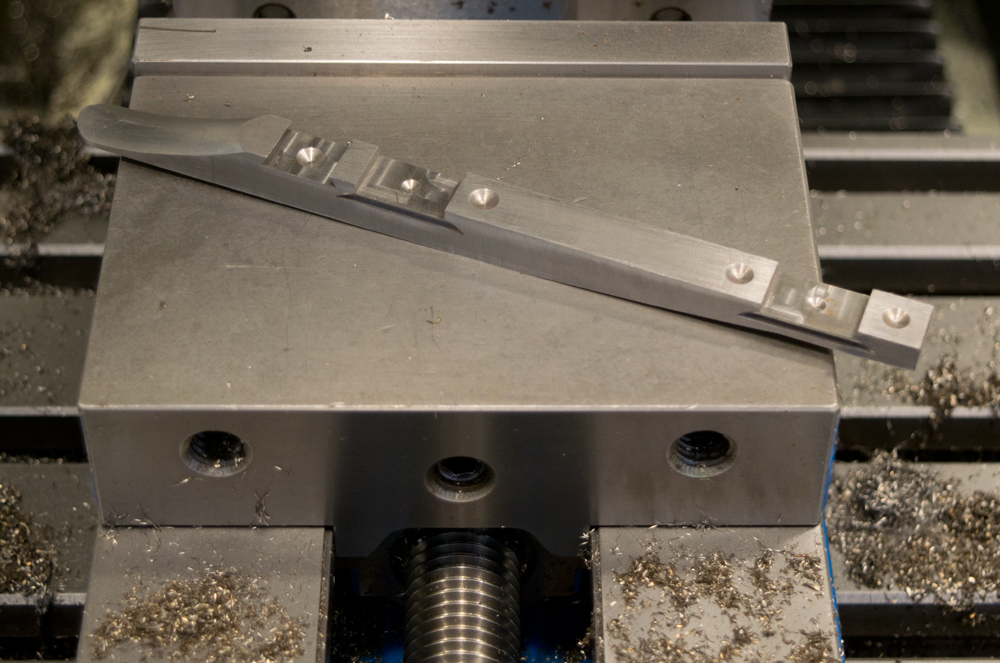
| This is a picture of the semi-finished rib with the top and bottom surfaces fully machined. The through holes for the recoil dowels and mounting holes will need to be completed. I leave that operation until the contouring operation on the bottom is done to achieve a smooth finish. | Here I am testing the fit to the barreled action. If the rib sets down without any gaps, I'll accept the fit and complete the final operations on the rib. If not, the part is rejected and a determination of the cause is completed. The part will then be remade. Some very minor hand fitting is acceptable. |
